

Overview & Objectives Ambrey Baker was appointed as principal contractor for a full strip-out and rebuild of an existing processing space at Holme Farm. The...
Remodelling & Expansion of a Pharmaceutical Water Treatment Facility
Overview & Objectives
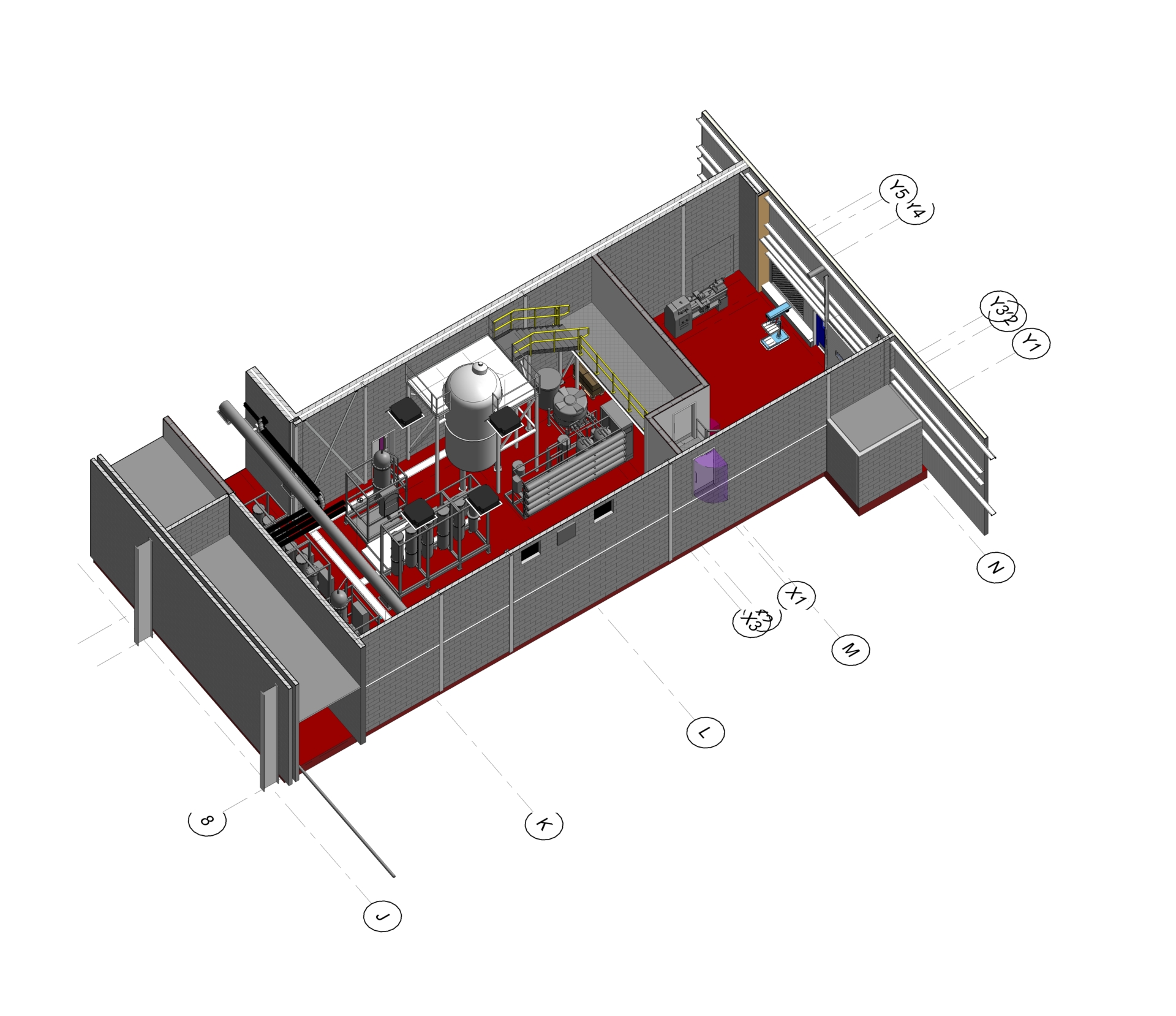
This consultancy project focused on expanding the footprint of an existing water filtration and treatment room for a market-leading pharmaceutical client at its UK manufacturing facility. The additional space was required to accommodate a further WFI still, PSG, and RO water system, increasing the site’s capacity to produce pure sterile water for laboratory operations. The proposed solution involved the full-height breakout of two existing walls, raising a corridor ceiling, and designing a wall with a removable lower section to support future equipment movement.
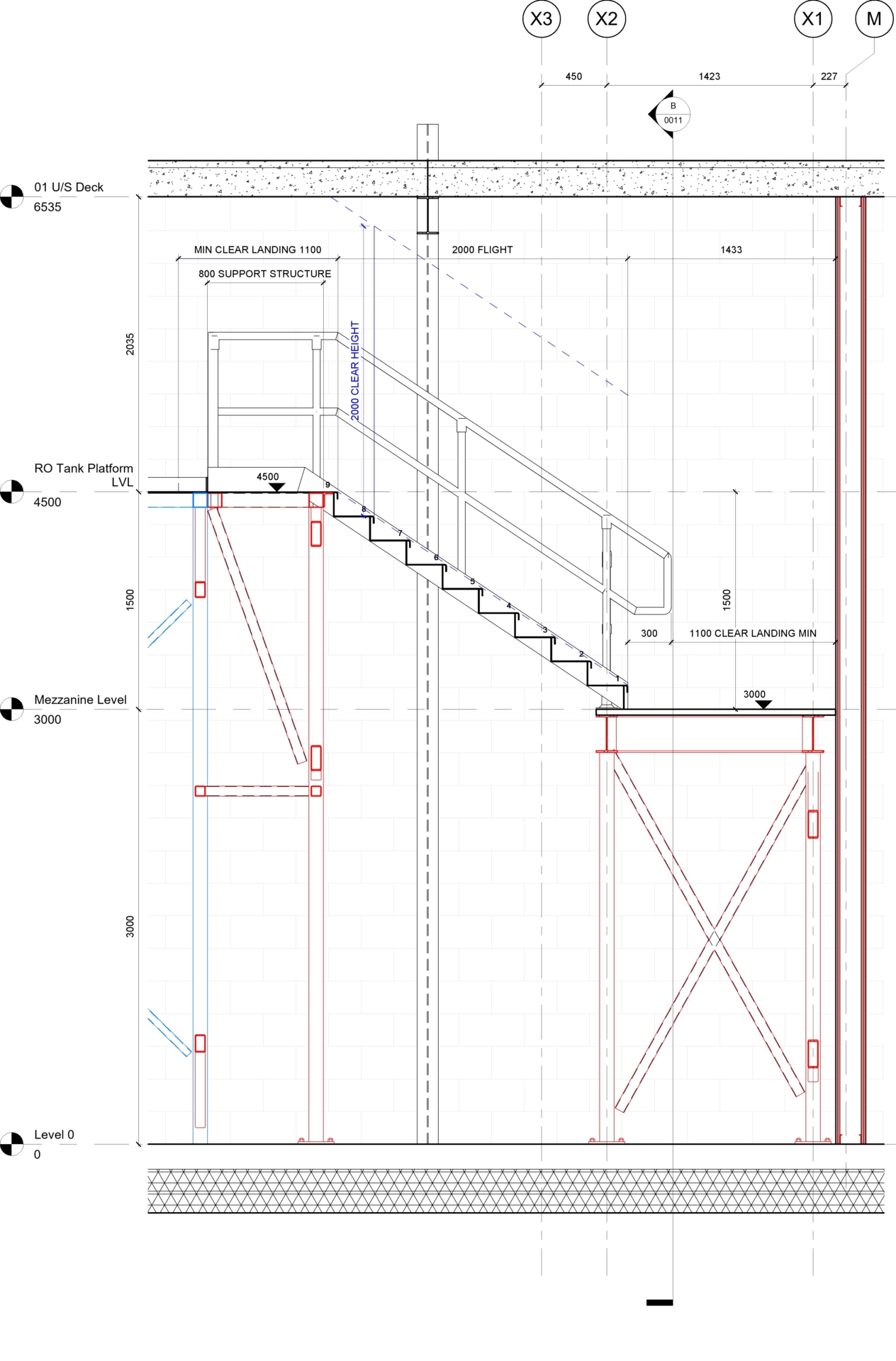
The additional floor area was created by reducing the size of an existing engineering workshop and removing a mezzanine previously used as an engineering office. A key objective was also to improve safe permanent access to the top of the 4m access platform serving the main RO storage vessel. This replaced the existing CAT ladder access and reflected the client’s commitment to employee safety. To achieve this, part of the mezzanine was retained and adapted, with a new gantry walkway and stair access designed to provide safe, practical access while preserving the ability to move equipment through the existing roller shutter door during the early phases of construction.
Scope of Work
- Full-height breakout of two existing walls to extend the process area
- Modification of internal layouts, including raising a corridor ceiling to accommodate new plant equipment
- Design and construction of a modular wall system with a removable lower section to allow for future equipment installation and relocation
- Reconfiguration of adjacent spaces, including: (Reduction in size of an existing engineering workshop, Removal of a mezzanine structure previously used as an engineering office)
- Retention of part of the existing mezzanine structure to support new access solutions
- Construction of a new gantry walkway and stair system to provide permanent, safe access to a 4m high RO storage vessel platform
- Careful coordination to maintain access for equipment movement via an existing roller shutter door during early project phases
Design Considerations
- Integration of new process systems within an operational pharmaceutical environment
- Flexibility to accommodate future plant upgrades and equipment changes
- Safe access design, replacing temporary or high-risk solutions (e.g. CAT ladder access)
- Structural adaptations to support new layouts and load requirements
- Minimisation of disruption to ongoing manufacturing and laboratory activities
- Practical sequencing of works to maintain operational access routes



×
![Big Image]()
High-Quality Finishes for Industrial & Pharmaceutical Environments
- Installation of robust, hygienic finishes suitable for water treatment and pharmaceutical use
- Surfaces designed for ease of cleaning and long-term durability
- Precise detailing around new structural openings and altered layouts
- Finishes aligned with existing facility standards for consistency and compliance
- Materials selected to withstand demanding operational and maintenance requirements
Building Regulations Compliance
- All structural alterations designed and executed in accordance with current UK Building Regulations
- Compliance with health and safety standards, with particular emphasis on safe access systems
- Fire safety considerations addressed following layout and structural modifications
- Structural integrity ensured for new openings, removed mezzanine areas, and added access platforms
- Full documentation and support provided to meet regulatory and client approval requirements
- Alignment with pharmaceutical industry standards and best practice
Related Case Studies


Capital Projects
5 June 2024
Overview & Objectives Project Parrot was a large-scale industrial transformation project undertaken by Ambrey Baker Construction, repurposing an aging warehouse into a modern, high-tech food...

Capital Projects
20 January 2026
Overview & Objectives This project involved the specification and installation of a 4-hour fire-rated internal wall within a live, fully operational pharmaceuticals warehouse. Delivered by...